-
北京梅智克斯电气技术有限公司
- 热线:010-82207091
- 电话:010-61779150
- 传真:010-61779150-608
- 手机:13683109780 彭忠平
- 地址:北京市昌平区小沙河村西工业园3号院
- 自动焊机控制系统
-
发布者:admin 发布时间:2012/09/25 14:23:21 浏览次数:2972 次
-
-
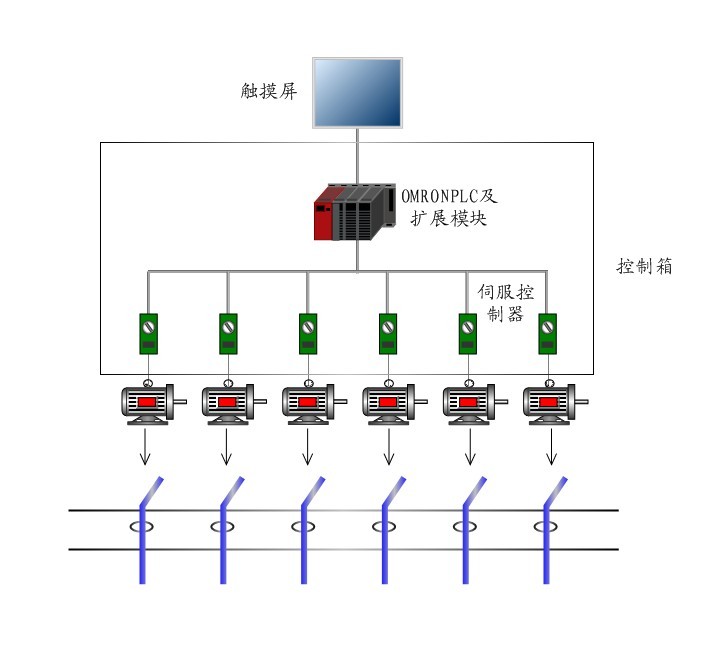
自动焊机控制系统以伺服电机控制焊枪行程,以OMRON系列PLC控制焊接工艺,以威控触摸屏显示和设置现场参数。

该项目硬件部分为立式控制箱一台,内置PLC系统2套、伺服控制器6套、威控触摸屏1台。交流互感器6套(焊机上)。
用户通过触摸屏设置工艺参数:行程控制参数,报警参数。此外触摸屏可实时查看焊枪位置、电流、工作状态。
应用OMRON系列PLC-CP1H控制6套伺服电机。对PLC编程,进行工艺控制。
控制柜面板镶嵌触摸屏,运行灯6个、报警灯6个、总启动按钮1个、急停按钮1个、复位按钮1个。手动前进按钮6个、后退按钮6个。
显示部分
威控触摸屏画面包含为:总流程图,报警系统,参数设置。
总流程图:现场焊枪位置,状态,电流。
报警画面:焊机电流报警,报警参数设置。
参数设置:工艺参数设置。
控制部分
共2台PLC,每台控制3路焊枪。接收手动前进、手动后退、总启动、复位、急停信号以及焊枪行程到位信号。输出报警开关型号。运行开关信号,控制伺服信号。采集互感器模拟信号。
工艺部分
手动进行每一路焊枪前进、后退。互不干扰。
按下总启动按钮,进入自动模式。焊枪开始移动,到达预定点后,有焊接信号接入PLC,启动焊机。开始焊接,同时焊枪以前进XX步,后退XX步的模式,抖动前进。焊接完成后,焊接信号消失,前进到指定点。等待复位信号。接收到复位信号后,自动复位,回到原始点,等待下次焊接。
自动过程中,需实时采集焊接电流,当电流<20A(可设置)时,焊枪倒退1步(可设)。重新焊接。当出现多次电流小于设定值状况时,发出报警信号。
手自动部分需要焊枪速度与送丝速度协调(现场调试完成)。